

聯系人:劉家勝 先生
電 話:0535-2263683
手 機:15210977960
傳 真:0535-2215886
地 址:山東萊州市
府東街25號
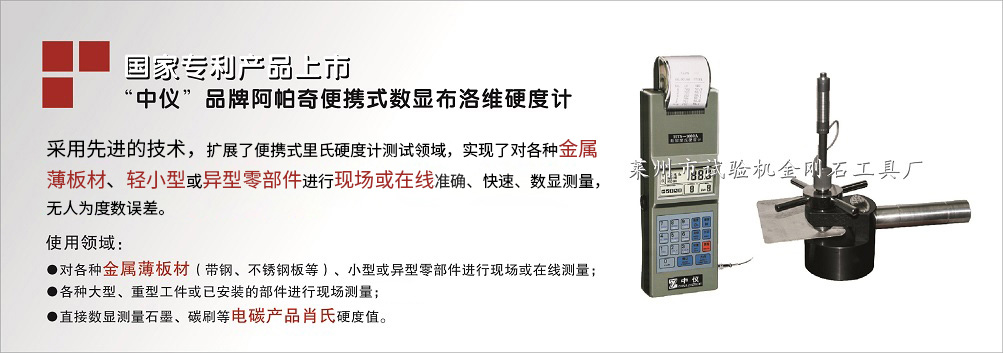
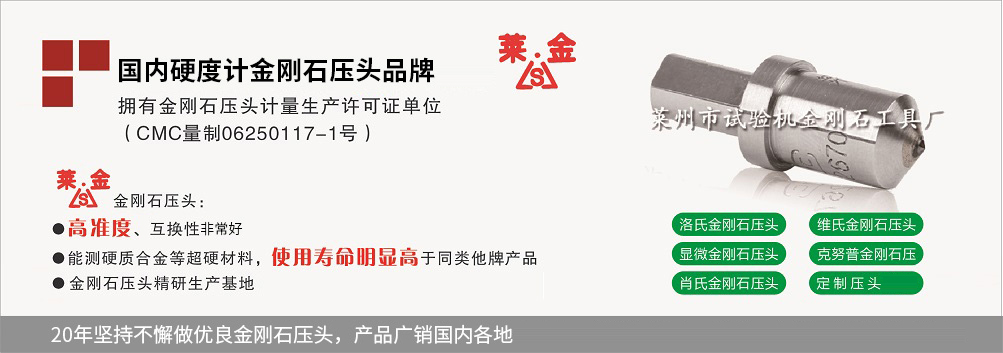
當維氏金剛石壓頭出現問題時,需及時調整以確保測量精度和設備穩定性。
轉動手輪將工作臺降至低,松開固定頂絲并標記壓頭與主軸連接位置,避免安裝時錯位。清潔主軸接觸面,將新壓頭對準標記位置,確保紅點標記與主軸對齊,緊固頂絲后需進行壓痕測試驗證。調整主軸下端間隙,確保導向座不直接接觸主軸錐面,通過轉軸側面螺釘微調工作軸與主軸同軸,并在試塊上壓痕驗證。若壓痕偏離顯微鏡中心,需松開升降絲桿螺絲,輕移絲桿使工作臺軸心與壓痕位置重合,重復調整至對齊。使用80倍立體顯微鏡觀察壓頭端,若發現缺損、裂紋或磨損,需立即更換。清潔壓頭時用脫脂棉蘸酒精輕擦,避免油污或灰塵影響測試結果。用標準測微尺檢查標尺準確性,偏差過大需送修或更換目鏡。若負載差+1.0%,需調整杠桿比例或檢查力點刀刃、支點鋼球是否磨損。測量時禁止轉動壓頭或施加額外力,避免壓頭損傷,試驗力施加完畢后方可移動壓頭。保持環境清潔,防止粉塵進入壓頭與主軸間隙。每3個月檢查壓頭狀態及同軸度,潤滑主軸和升降絲桿。使用標準硬度塊校準設備,確保壓痕對角線長度誤差0.002mm。顯微維氏硬度計需用標準玻璃刻尺校準目鏡,調整光源角度以清晰顯示壓痕邊界。小負荷維氏硬度計需更嚴格控制壓頭狀態,避免壓穿樣品。
壓頭問題需通過安裝、同軸校準及定期維護解決。
.jpg)
魯ICP備13006397號-1 Copyright©2012版權所有 萊州市試驗機金剛石工具廠 公司地址:中國 山東 萊州市府東街25號 (原山東掖縣) XML地圖
移動電話:15210977960 電話:0535-2263683/2265113 傳真:0535-2215886 

 魯公網安備 37068302000191號
魯公網安備 37068302000191號