

聯系人:劉家勝 先生
電 話:0535-2263683
手 機:15210977960
傳 真:0535-2215886
地 址:山東萊州市
府東街25號
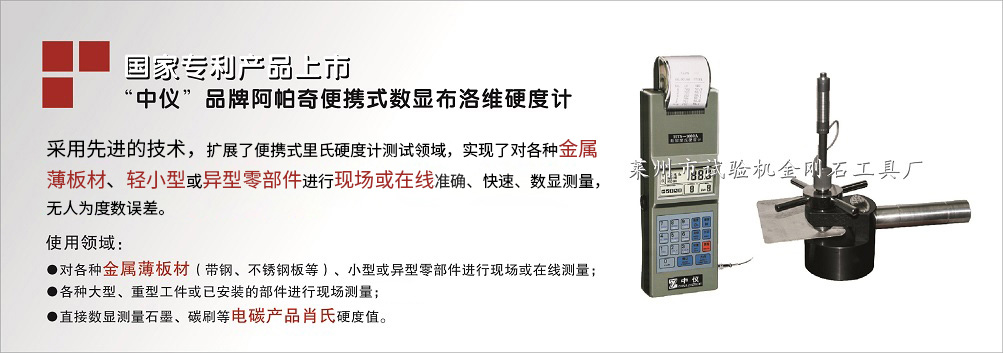
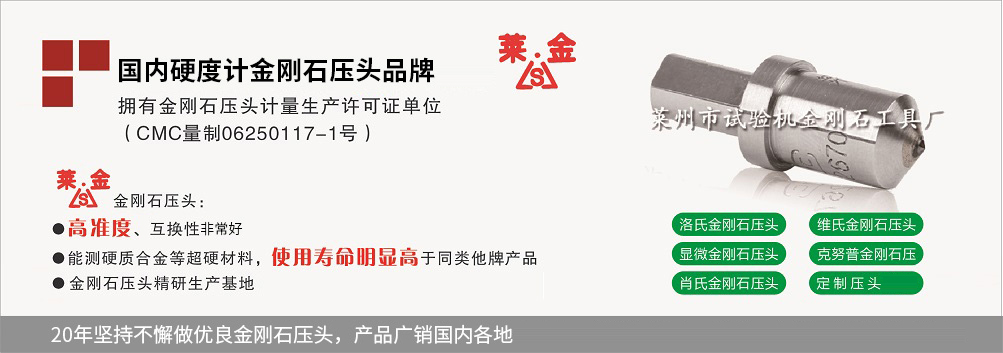
金剛石壓頭的無損檢測是確保其幾何精度和性能穩定的關鍵步驟,主要通過光學、力學及顯微技術實現。
檢測壓頭的角度、曲率半徑及棱邊直線度。若角度惼差0.5°,可能導致硬度測量值偏離5%。好精度設備可測量微米級尺寸誤差,確保壓頭形狀符合標準。用于非接觸式測量壓頭尺寸,如金剛石圓錐壓頭的錐角或球面半徑,避免傳統接觸測量的潛在損傷。在洛氏或維氏標準硬度塊上壓痕,通過顯微鏡測量壓痕對角線長度或壓入深度,對比理論值評估壓頭精度。壓痕對角線誤差需+0.5%。布氏硬度壓痕面積法也可間接驗證壓頭狀態,但需注意試驗力較大可能影響壓頭壽命。通過載荷一位移曲線評估壓頭動態性能,檢測微小裂紋或材料疲勞,適用于好精度金剛石壓頭。探測壓頭內部裂紋、氣泡或焊接缺陷。聲波還可評估熱應力分布,避免殘余應力導致壓頭崩裂。偏光顯微鏡觀察金剛石內部應力條紋,拉曼光譜定量分析應力大小,確保壓頭在高壓測試中的穩定性。工業顯微鏡與激光共聚焦顯微鐿。檢測壓頭表面劃痕、崩角或涂層不均勻,放大倍數需達1000倍以上。激光共聚焦技術可三維重建表面形貌,量化粗糙度。初步篩選表面缺陷,結合熒光增強微小裂紋的可見性。對旋轉類金剛石壓頭進行動平衡測試,減少高速旋轉時的振動,確保測試一致性。需遵循檢定規程,定期校準設備并記錄數據。檢測時需恒溫,避免溫度波動影響光學測量精度。
以上方法結合直接與間接檢測,可全面評估金剛石壓頭狀態,兼顧效率與無損要求。具體選擇需根據壓頭類型和應用場景調整。
.jpg)
魯ICP備13006397號-1 Copyright©2012版權所有 萊州市試驗機金剛石工具廠 公司地址:中國 山東 萊州市府東街25號 (原山東掖縣) XML地圖
移動電話:15210977960 電話:0535-2263683/2265113 傳真:0535-2215886 

 魯公網安備 37068302000191號
魯公網安備 37068302000191號